




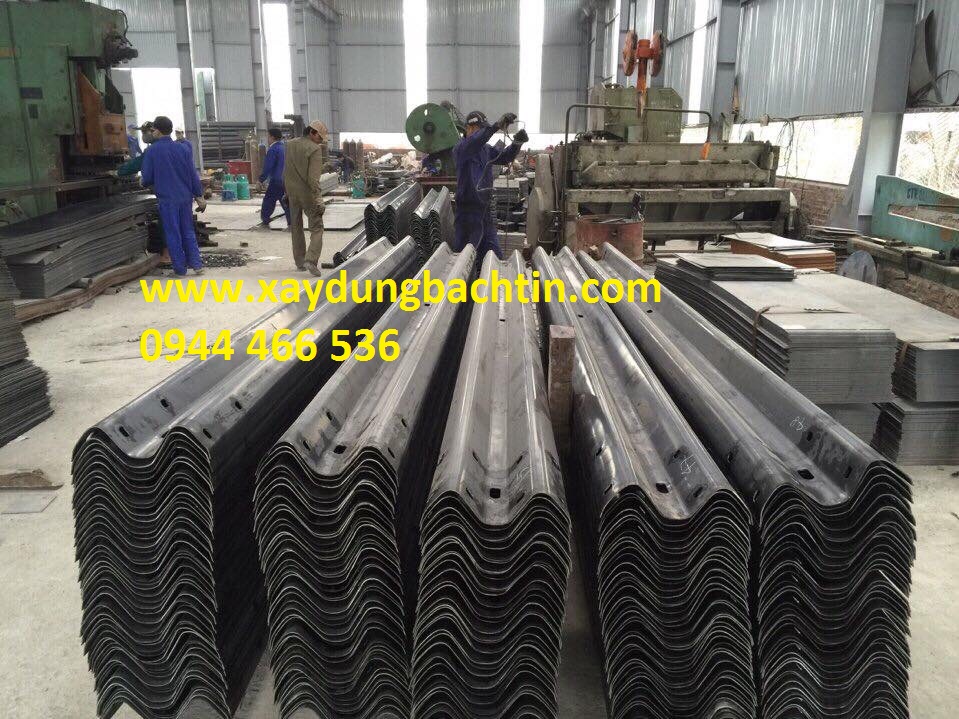
Công ty TNHH Xây Dựng Bách Tín xin hân hạnh gưi tới Quý khách hàng quy trình sản xuất hộ lan tôn sóng
1- MỤC ĐÍCH:
Quy định phương pháp vận hành thiết bị, quy trình công nghệ thi công sản xuất hộ lan mềm
2- PHẠM VI ÁP DỤNG:
Quy định những yêu cầu cho thi công sản xuất hộ lan mềm theo phương pháp cắt – uốn – đột – dập -hàn – mạ nhúng nóng … nhằm mục đích tạo ra các loại hộ lan mềm có kích thước khác nhau theo bản vẽ thiết kế.
3- TRÁCH NHIỆM:
– Trưởng phòng kỹ thuật có trách nhiệm phổ biến hướng dẫn cho kỹ thuật và công nhân thi công nắm vững quy định này.
– Kỹ thuật và công nhân thi công chấp hành và thực hiện đúng quy định.
4- NỘI DUNG:
4.1. Chuẩn bị trước khi thi công – sản xuất:
4.1.1. Máy móc -Thiết bị:
Máy móc thiết bị sản xuất hộ lan tôn sóng bao gồm:
– Máy log – cán sóng, có thể dùng loại máy cán tự động hoặc loại cán đơn giản
– Máy cắt – đột – dập sóng
– Máy xả băng thép tấm.
– Máy hàn, máy cắt, máy đánh rỉ sắt, máy phun rỉ sắt hoặc hóa chất tẩy rửa làm sạch tấm sóng trước khi đưa vào mạ…
– Ôtô tải chở vật liệu, vật tư sang phân xưởng mạ
4.1.2. Đội ngũ sản xuất:
Đội ngũ sản xuất gồm 10 – 20 người:
– Kỹ thuật điều hành chính: 5 người
– Kỹ thuật vận hành máy móc sản xuất: 5 người
– Nhân công sản xuất thi công trực tiếp: 10 người
4.1.3. Chuẩn bị sản xuất:
a, Thép cuộn được lắp đặt lên máy xả băng, kiểm tra việc lắp đặt đã hoàn thiện, đầy đủ. Nếu đủ điều kiện tiến hành cho máy hoạt động, lúc này cuộn thép sẽ được xả ra, nắn phẳng và chạy tới máy cắt thép. Tại đây máy cắt có nhiệm vụ cắt ra những tấm thép có kích thước tiêu chuẩn đã được cài đặt trước đó. Nếu sản xuất Tấm sóng W310x3320x3mm thì máy cắt được cài đặt sẽ cắt ra đúng kích thước trên.
b, Sau khi các tấm thép được cắt ra từ máy cắt thép, chúng sẽ được chuyển sang máy đột lỗ. Tại đây các lỗ sẽ được máy đột lỗ tự động đột theo kích thước của bản vẽ yêu cầu.
c, Sau khi tấm thép được đột lỗ xong, tiếp tục chuyển sang máy cán sóng, máy cán sóng có thể tạo ra các loại sóng 2 múi, 3 múi.
Cột sóng cũng được xả ra thành từng đoạn thường là thiết kế cột tròn dài 2m. Sau khi xả ra tiến hành đột lỗ. Đáp ứng đầy đủ các loại bản vẽ thiết kế khác nhau.
Tại đây phôi tấm sóng – cột sóng cơ bản đã hoàn thiện, chúng được kiểm tra kỹ lưỡng bởi máy móc hiện đại cùng với cán bộ kỹ thuật lành nghề, có kinh nghiệm lâu năm để tạo ra những tấm phôi sóng hộ lan hoàn hảo. Sau khi kiểm tra đạt về kích thước, hình dạng hình học tiến hành chuyển sang công đoạn làm sạch.
d, Tiến hành làm sạch phôi tấm sóng – cột và các phụ kiện đi kèm . Dùng hóa chất hoặc axit để tẩy rửa các vết dầu mỡ, bụi bẩn bám trên bề mặt tấm sóng. Dùng súng phun cát để tẩy các vết rỉ (nếu có) trên bề mặt.
e, Sau khi làm sạch tiến hành đưa các tấm sóng, cột và phụ kiện đi kèm …vào bể mặt nhúng nóng. Tại đây các tấm sóng được mạ lần lượt, đồng đều cho đến khi lớp mạ phủ kín đều trên cả tấm. Chiều dày đạt được của lớp mạ là 55 đến 85 micromet, theo tiêu chuẩn ASTM A-123
f, Sau khi mạ xong tiến hành tẩy rửa, kiểm tra lại thật kỹ những điểm, vết mạ bị sùi (nếu có sẽ tiến hành vệ sinh, tẩy rửa làm sạch mà mạ lại… cho đến khi bề mặt lớp mạ bên ngoài hoàn thiện).
g, Thành phẩm lúc này được sắp xếp gọn gàng, đóng gói, niêm phong… vận chuyển về kho thành phẩm bảo quản, lưu trữ để bàn giao cho khách hàng, dự án, công trình.

Thành phẩm sau khi mạ kẽm nhúng nóng
4.2. Năng suất sản xuất:
Trong điều kiện thời tiết tốt, không bị mất điện, vật tư được chuẩn bị sẵn sàng, máy móc hoạt động tốt… công ty chúng tôi thực hiện sản xuất 1000md sóng hộ lan mềm từ 01-03 ngày.
